
搜索结果: 1-9 共查到“冶金工程技术 锻造”相关记录9条 . 查询时间(0.082 秒)
锻造钩尾框用25MnCrNiMoA圆钢的开发
钩尾框用钢 热轧圆钢 25MnCrNiMoA 冲击性能 脆性转变温度
2014/3/25
针对钩尾框恶劣的使用条件,对其用钢25MnCrNiMoA的开发制定了严格的技术要求。通过控制钢的化学成分,采用合理的冶炼(电炉→LF→VD)、连铸、轧制工艺,获得了纯净的钢质和良好的组织,检验表明,圆钢屈服强度≥750MPa,抗拉强度≥890MPa,脆性转变温度为-50℃,目前已形成小批量生产,产品质量稳定可靠,各项性能指标满足技术协议及客户使用要求。
锻造过程中钢锭内部孔洞型缺陷闭合规律研究
孔洞闭合 孔洞高径比 宽砧径向压实法
2013/11/25
对可能影响锻造过程中大型钢锭内部孔洞型缺陷闭合的各种因素进行了系统研究. 结果表明, 变形温度、应变速率、摩擦系数、试样尺寸和孔洞尺寸对锻造过程中孔洞的闭合基本没有影响, 而试样高径比、孔洞位置和孔洞形状对孔洞的闭合有较大影响. 其中试样高径比和孔洞位置通过影响孔洞周围的应变条件来影响孔洞闭合, 是间接因素. 孔洞所在位置的应变越大, 孔洞越容易闭合. 孔洞形状是影响孔洞闭合的直接因素, 也是最本...
固溶处理后的2组304不锈钢样品分别经应变量ε=2的多向锻造(MF)和单向轧制(DR)后,再经900 ℃高温退火2-120 min. 采用电子背散射衍射(EBSD)技术和五参数晶界面分析方法(FPA), 研究了样品的晶界特征分布(GBCD)和晶界面分布(GBPD).结果表明, 2组样品中Σ3n(n=1, 2, 3)特殊晶界的比例均不超过45%,并且在退火过程中, 非共格Σ3晶界逐渐共格化, Σ9和...
莱钢开发了美标H13热作模具钢并对锻造工艺进行了优化,优化后的锻造工艺采用三火成形,加热温度1260℃,
锻造过程合理控制砧宽比、料宽比等工艺参数,提高锻件中心压实效果,锻后快冷并采用合理的球化退火工艺抑制网状碳
化物析出,组织均匀,锻件的各项技术指标均完全满足技术要求。
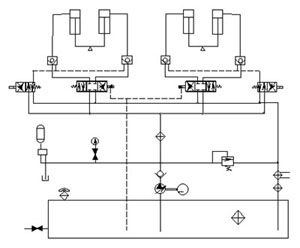
2500t自由锻造水压机操纵系统改造(图)
水压机 操纵系统 电液伺服控制系统
2009/2/18
莱钢锻压厂2500t自由锻造水压机操纵控制系统原为机液伺服系统,存在设备作业率低、故障率高、 锻件尺寸控制精度低、系统快速性和精度难于同时满足等缺点。为此,采用电液伺服系统替代原系统,经合理分析负 载及确定动力元件参数,实现了水压机操纵系统的灵活性、准确性、快速性。系统响应速度提高12次/min,设备作业率提 高10.7个百分点,锻件成材率提高了0.96%。

分析影响锻件成材率的主要因素是切头量大,为此优化锻造工艺,减少切头损失,成材率由64.47%提高到8.87%。

20CrMnTiH钢锻造裂纹(图)
20CrMnTiH钢 夹杂物 锻造裂纹
2009/2/17
针对20CrMnTiH钢段造裂纹问题进行实验。发现锻造裂纹的原因是原始材中存在氧化物夹杂,硅、锰成分偏析以及锻造加热时间控制不当。

钢锭内部缺陷对大截面模块内部质量的影 响 较大。莱钢锻压厂在生产中改进加热工艺,利用高温扩散部分消除钢锭内部微观偏析,同时利 用平砧加长及大压下量的开坯,有效地锻合了钢锭中负V型偏析引起的疏松组织,提高了模块 的内部质量。